TR202CS
Model TR201C Series Terminating Machine
Single-end tinning / Both-ends crimping machine TR202CS
- Approaching angle to the tin tank is optimized to improve quality of stinning
- New design for medium-size wire (AWG28 to 16) tinning processing
- Simple steps make a quick change to terminal crimping unit as conventional
- Corresponding to lead-free tinning
Simply replacing
Standard Specification
| Primary power source*1 | 3-phase AC200V ±20V 15A (50Hz/60Hz) | ||
|---|---|---|---|
| Compressed air source*2 | 0.5MPa (5kgf/cm2), 60NL/Min. or over | ||
| Driving motor | 9 axis AC servo-control (400W×5 crimper, X-axis, Pre-feeder 50W×4 cutter, Y-axis, length measurement) |
||
| Max. processing capacity*3 | Both-ends crimping: 4,500 pcs/h F-side: tinning, R-side: crimping: 3,100 pcs/h F side:twisting and tinning, R side:crimping |
||
| Wire size | Size*4 | AWG 16 - 28 | |
| Wire O.D. | ⌀ 3.2 - 0.8 mm | ||
| Max. cutting length | 9.999 mm (1mm intervals) | ||
| Min. cutting length*5 | 30mm | ||
| Accuracy of cutting length*6 | ±1.2 mm (when 1,000 mm) [± (0.00045×L+0.75), L:actual measurement average cutting length] |
||
| Press capacity | 19.6kN (2t) × 2 units, stroke 30 mm | ||
| Crimping terminals | Continuous open barrel, Side/End feeding | ||
| Stripping length | Stripping*7 | F side:Max. 30mm, R side:Max. 25mm(0.1mm intervals) | |
| Semi-stripping*7 | F side:Max. 25mm, R side:Max. 15mm(0.1mm intervals) | ||
| Twisting and tinning length*8 | F side:2-15mm(0.1mm intervals) | ||
| End tinning accuracy*9 | ±1.5 mm | ||
| Recommended tin*10 | Thread tin (no rosin core): ⌀1.0-1.6mm | ||
| Tinning temperature | 400°or less | ||
| Weight and Dimensions | Main body Approx. 430kg Pre-feeder Approx. 30kg |
800W×920L×1,430H mm (body only, exclude projecting parts) |
|
| Operation temperature*11 | 15 - 25°C | ||
| Operation language*12 | Japanese, Chinese, English (select one language) | ||
- *1 The voltage outside of the specification range causes malfunction or damages of the equipment. Make sure to ground the earth wire to prevent electrification or malfunction. In case of installing an electric leakage breaker, connect 1 breaker per 1 machine. Select 30mA for the electric leakage detection current.
- *2 The air supply having a temperature between 0 and 30℃ can be used, but it is necessary that the moisture in the air is not frozen. If there is a possibility of freezing, use a dryer to dehumidify the air supply. The pneumatic equipment may not function properly if oil, dust, or carbon is contained in the air. Therefore, the compressed air supplied to the equipment should be at 85% relative humidity or less, and make sure it does not contain too much harmful gas or contaminating materials (dust, oil, carbon, etc.). If those contaminating materials are possibly contained, use various air cleaning equipments (including after cooler, mist separator, dryer).
- *3 The value when the cut length is 30mm. The value may become lower depending on the strip length, overhung length, or other processing conditions.
- *4 Wires with larger coated outside diameter may not be processable.
- *5 The minimum cut length is varied depending on the applicator to be used, crimping position, overhung length, or wire size.
- *6 Depending on the type of the wire to be used, the accuracy may not be maintained.
- *7 This is the value possibly be entered. If the wire diameter is small, the actual processing may not be performed. Replacement and adjustment of parts are required according to the wire size. Particular wires or terminals may have constrained processing conditions. If semi-strip is not applied, full-strip of 0 to 15mm can be used. If an applicator is installed, F-side full-strip of 0 to 25mm and R-side full-strip of 0 to 15mm can be used even when semi-strip is applied.
- *8If the strip length is short, the twisting effect may not be adequately obtained depending on the wire size. The minimum length available for tinning processing is varied depending on the wire size.
- *9The accuracy of tinning processing on the edge is varied depending on the wire size.
- *10If the tin supply is not adequate, the tin having a larger diameter ranging from φ1.0 to 1.6mm should be used.
- *11At the environment temperature outside of the range, the straightening effect on the wire becomes inadequate, and thus strip defect or crimping defect is more likely to occur.
- *12 Contact us for other display languages.
Improved tinning processing quality (in-house comparison)
Conventional
Moves the wire above the tin tank and put it into the tin tank facing the wire downward (pressing down method)
New Function
- The wire pressing bar plays a role to lower the wire end to the tin liquid surface, and the subsequent tinning is done by an approach method in which the wire is carried forward, resulting in the improved quality of tinning.
- For the wire that is difficult to be tinned by single processing, retinning function is adopted (patent pending)
- Since the wire is bent when the pressure is strong, the straightening bar lift the wire from below after tinning to make it straight pattern.
- The tin tank has a special coating as a countermeasure against the erosion of tin tank caused by lead-free tinning.
Time for preparing processing data is reduced to 1/3 (in-house comparison)
Conventional
Due to the data entry for 20 items, preparing processing data is time consuming (in-house comparison)
New Function
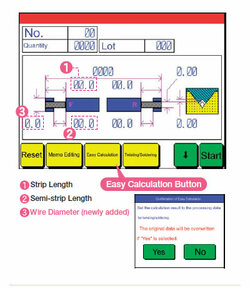
- Only by entering 3 data ((1) (2) (3)), the processing data is automatically calculated by the program in which tinning processing know-how is incorporated (patent pending).
- Whoever the operator is, consistent tinning processing data can prepared.
- Fine adjustment after the automatic calculation is available.
Easy to clean around the tin tank
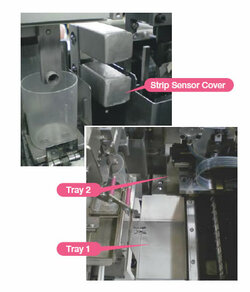
- Newly designed removable tray/sensor cover
- Easier maintenance of parts easily stained with tin flux.
- Stainless-steel is resistant to rust caused by flux, and stained tin or flux can be easily removed.
Steady twist processing of thin to thick lines with the new twist unit
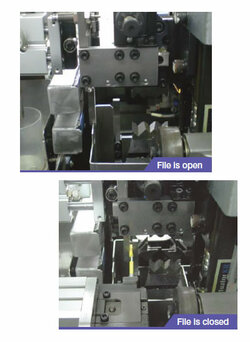
- The wire gripping force of file is increased. Further, the gripping force is improved by upgrading the file surface with a special treatment, and twisting process of AWG 28 to 16 wires is ensured.
- With the twisting mechanism in which the wire is pulled while the file is moving, wires having long strip length can be uniformly twisted to the end.
- The opening between the files is enlarged to ensure that the semistrip wire is inserted into the opening.
Contact Information
For product inquiries, please click the button below
Search for other products and services
ShinMaywa INSIGHT

2022年03月09日